![]()
Founded by Max Farndale 1947 - 2018
![]()
| IPENZ - 17 Nov 16 | Hundreds of engineers have been mobilised to check buildings and infrastructure after the Kaikoura earthquake.
Institution of Professional Engineers New Zealand Chief Executive Susan Freeman-Greene says there has been a massive response from engineers, with hundreds working around the clock in the South Island and Wellington since the early hours of Monday.
“At the moment, engineers continue to work with local authorities and building owners to assess buildings and infrastructure, which means checking whether the earthquakes have had any effect on their structural integrity. Public safety is engineers’ paramount concern.
“Some buildings seem to have been subjected to more severe shaking than others. It’s important to gather information so we can understand why and what needs to be learned.
“Engineers and others across the industry will need to work with councils and the Government to understand what this new information means for standards of design and construction.”
New Zealand Society for Earthquake Engineering (NZSEE) President Peter Smith says every building – and every earthquake – is unique, with many factors working together to determine a building’s performance.
“Engineers have been working hard to identify any buildings that pose a risk to public safety, and are taking a precautionary approach if they suspect any risk."
Structural Engineering Society (SESOC) President Paul Campbell says structural engineers are working together to ensure consistency and make sure they spot trends.
“Nearly 200 structural engineers met in Wellington last night to share what they are learning from inspections and assessments, so that we can establish an understanding of the range of impacts across different types of buildings.
Mr Campbell says technical meetings like this are routinely organised following significant events, and were regularly held for several years following the Canterbury earthquakes. Individual buildings were not discussed.
“Structural engineers are gathering and analysing information as it comes in. We’ll be talking in more detail about this as soon as we can.”
NZ Quake Update: Auckland Supplies South Island
| Nov 16, 2016, Port Technology | Freight demand on New Zealand’s busiest domestic sea route, Auckland to Christchurch, has doubled following the massive Kaikoura Earthquake on Monday. With aftershocks still ongoing, road and rail links have been severely damaged.
Tony Gibson, Chief Executive , Ports of Auckland, said: “While the sudden increase in freight does put pressure on us, we will do everything we can to make sure the goods get through as quickly as possible. We are working closely with Pacifica, NZ’s domestic coastal shipping operator, and participating international lines. South Island goods are our top priority,
“It is only a small thing, but we are pleased to be able to help where we can,”
Steve Chapman, CEO of Pacifica said “The supply chain is open and the shelves will remain well stocked because coastal shipping is taking up the task previously carried out by road and rail. With the main road and rail links likely to be closed for months, we expect to be run off our feet, but we are well up to the challenge.”
Tomorrow morning, Thursday 17 November, Pacifica’s coastal container ship ‘Spirit of Canterbury’ will be in Auckland loading containers for Lyttelton.
There are five weekly services between Auckland and Lyttelton operated by domestic and international lines, with ample capacity to serve the current heightened demand.
The annual re-weighting of the Trade-Weighted Index (TWI) takes effect on Wednesday 16 November 2016.
The TWI is a measure of the value of the New Zealand dollar relative to the currencies of New Zealand’s major trading partners. There are 17 currencies included in the TWI and each currency is weighted using the country’s bilateral trade with New Zealand. The TWI weights for the next 12 months can be viewed here

Düsseldorf, Germany – Terex Port Solutions (TPS), the pioneer and technological pacesetter in terminal automation, starts a new chapter for operators of container terminals with Terex® diesel-electric straddle carriers. For the first time, TPS is automating a straddle carrier fleet for Ports of Auckland Ltd. (POAL) from New Zealand. By mid-2019, TPS will supply a total of 27 new, fully automated N SC 644 E (1-over-3) machines to work in the container stackyard and to serve trucks. At the same time, 21 existing manual straddle carriers are being upgraded so that they can work hand in hand with the 27 fully automated machines. In addition to the supply and upgrade of the vehicles, the order also includes all sub-systems and software systems required for operation. Before POAL placed the order, TPS verified the feasibility and safety of the concept in a detailed study. POAL is pursuing a double strategy: improved stacking capacity and high productivity
POAL currently operates a fleet of Terex N SC 634 E (1-over-2) diesel-electric straddle carriers and is pursuing a two-part strategy that includes the automation initiative and a step towards higher stacking capability which will deliver a medium-term increase in capacity from today’s 900,000 TEU to 1.6 to 1.7 million TEU. Tony Gibson, CEO Ports of Auckland Ltd.: “Due to community concerns, we cannot increase capacity at our container terminal through reclamation, so the only way is up. In future, we will use 1-over-3 straddle carriers in the container stackyard to
increase capacity. Automated straddle carriers also offer a number of other benefits: They are inherently safer, as there is no human on board; they deliver a positive environmental impact as they will consume up to 10% less fuel and produce lower emissions; they will be quieter and need less light on the terminal, reducing both noise and light pollution. Overall, automation offers us safety, environmental, community and capacity benefits.” In future, POAL will only use the existing 1-over-2 machines for horizontal container transport between ship-to-shore cranes and the storage area, which will help POAL maintain its currently high levels of productivity.
Comprehensive: all sub-systems and software systems also from TPS
Steve Filipov, President Terex Cranes and Material Handling & Port Solutions, is delighted to achieve another milestone in automation: “Automation will enable increased capacity and safe, efficient operations for terminals that organize container transport and storage with straddle carriers. We are pleased that this comprehensive project gives us the opportunity to help an ambitious terminal operator such as POAL with its long-term development objectives.” As a supplier of integrated systems, TPS is also responsible for all sub-systems required to operate the partly modified, partly newly assembled fleet. In addition to the TEAMS fleet management system, these sub-systems include the Navimatic® navigation system based on a terrestrial system and its corresponding antennae to determine the position of the vehicles. TEAMS and Navimatic, successfully implemented on several occasions by TPS in major terminals for automated operations in the past, have now been adapted to the specific requirements of straddle carriers to control the automated operations in Auckland. TPS will supply the interchange and fence control system, safety-relevant vehicle control systems and various sensor systems that will enable smooth interplay between the automated vehicles and manual straddle carriers, as well as other functions operated by staff in the terminal.
TPS well-equipped thanks to extensive test program
With its latest innovation, TPS is fulfilling the wish of many terminal operators to automate straddle carrier terminals. In addition, many terminals that currently use manual 1-over-1 sprinter carriers between ship-to-shore cranes and container stackyards would like to convert to automated machines in the future. Klaus Peter Hoffmann, Vice President & Managing Director TPS: “Against the backdrop of increasing demand, several years ago we started a comprehensive research and development program, in the course of which we created automation technology for both Terex straddle carriers and Terex sprinter carriers. We tested this over many months on prototypes at our testing grounds near the TPS competence center for straddle carriers in Würzburg, Germany, where we looked at design and operating principles, the control system, and the features of the positioning system. Our technology is now ready for market and has impressed POAL.”
Pioneer in automation: cutting edge with an integrated approach
TPS has been at the cutting edge of automation technology for port handling for a quarter of a century, and gradually expanded its range of products and services after the introduction of the first Terex® Gottwald automated guided vehicles (AGV), which were ready for series production in 1992. Initially the software required for operating AGV’s was supplied by the terminal operator or by third parties. Thanks to its growing experience in this area, TPS was able to take over development of navigation and management software. In addition to several AGV product lines, today’s TPS portfolio includes automated stacking cranes (ASC) for the container stackyard including the required software.
Thanks to the simultaneous delivery of the sub-systems required for automated transport and automated storage of containers, TPS is now a supplier of complete systems who can draw on a wealth of experience. And long before the first cut of the spade, TPS also provides support for its customers with the consultation services of its software brands, which include the simulation and emulation of terminal processes. Hoffmann: “Our wealth of experience, in addition to our unique range of automation products, makes us the natural partner for innovative solutions, as has now been demonstrated by the first order for fully automated straddle carriers from New Zealand. With this reference installation, we believe that we are perfectly positioned to convert more existing manual terminals into semi or fully automated terminals and to equip green field port facilities.”
In new 270-degree view auditorium and visitor’s centre
Fonterra in New Zealand is a significant organisation. In addition to their leading consumer brands and foodservice business the company operates more than 30 manufacturing sites across the country and processes about 16 billion litres of the country’s milk each year. With this in mind when Fonterra decided to centralise all of their staff into one new Auckland-based HQ two very specific audio visual requirements needed to be met and for those they turned to Epson and their EB-G6970WU multi-media projectors.
Design Engineering Manager for Automation Associates (AA) - the systems integrator on the project - Rupert Brown explained, “Previously Fonterra’s 1500 employees were spread over three separate buildings. Earlier this year the company made the decision to go with a new, more efficient, activity-based working model and centralise all of their staff into one main building. Part of this building housed a new auditorium and a new visitor’s centre and both areas had very specific AV requirements.”
The auditorium project was particularly ambitious as it was to be equipped to a high enough standard that Fonterra would no longer need to hire external venues for presentations.
As part of AA’s response to Fonterra’s brief the company’s design and installation included edge-blending the EB-G6970WU projectors across the entire background being projected upon within the auditorium.
Brown continued, “Fonterra wanted a wow factor in the auditorium so we came up with a design that integrated thirteen Epson EB-G6970WU projectors which seamlessly edge blended to give a 270-degree projection onto custom-designed motorised screens. This is incredibly impressive as it means Fonterra can now dynamically change the screen and edge blending as the room configuration changes.”
For the training, seminars, group workshops, host events and press conferences held in the Fonterra auditorium the new 270-degree projection solution raised a bar in presentation standard to a level never seen before.
To achieve this unique dynamic edge-blending 270-degree projection solution AA used the award-winning Coolux Pandoras Box media and show control system to handle the edge blending, whilst simultaneously communicating with the projectors’ via the output fed into a custom-created digital media frame.
AA also configured the auditorium so the screens could be divided down the centre which gave Fonterra the option of two separate 270-degree rooms or a larger combined 270-degree projection system.
According to Brown there were several reasons the EB-G6970WU projectors were chosen for this project, many of which revolved around quality of image, reliability and functionality.
He continued, “We chose the EB-G6970WU projectors as they have a good short throw for minimum shadow when a viewer approaches the screen and they easily enabled us to cover the 45 meters of screen we needed at an affordable price. The lens on the EB-G6970WU was also a big part of why it was selected as it allowed us to reduce the number of projectors required while still being short enough that shadows aren’t cast until close to the screen. Finally having on-board HDBaseT was a big win as it reduced the required hardware and cabling to connect the projectors.”
The visitor’s experience centre presented a different challenge according to Brown who explained, “In the visitor’s experience centre Fonterra wanted to project pre-recorded exhibits and pre-made videos with ultra-sonic sensors built into the ceiling so the projection would start as the visitor approached. What was needed here was a top quality, highly reliable and very easily integrated projector. So, based on the success of the auditorium installation, the decision was made to again go with multiple Epson EB-G6970WU projectors, all of which work perfectly with the sensors and perform brilliantly.”
For more information on the Epson EB-G6970WU projectors go to: http://www.epson.co.nz/products/projector/EB-G6970WUNL.asp
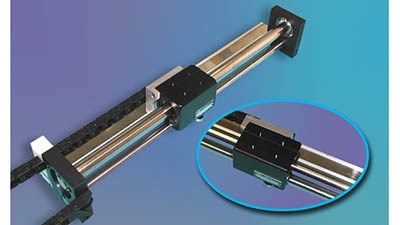 Aston Pennsylvania – Amacoil-Uhing Model RS drive nuts provide smooth backlash-free linear motion in machine design. Unlike a screw, the RS drive nut runs on a smooth shaft. This eliminates the potential for debris to become trapped in threads which could then clog or jam. If material does fall onto the shaft, it is easily removed by wiping the shaft with a clean cloth. Should an object somehow become caught between the nut and the shaft bearing end support, the drive simply slips until the operator can remove the obstruction. Slipping, as opposed to the churning and grinding associated with screw-based systems, prevents damage to the nut and other components in the linear motion system which, in turn, reduces downtime for repairs and enables more consistent production rates.
Aston Pennsylvania – Amacoil-Uhing Model RS drive nuts provide smooth backlash-free linear motion in machine design. Unlike a screw, the RS drive nut runs on a smooth shaft. This eliminates the potential for debris to become trapped in threads which could then clog or jam. If material does fall onto the shaft, it is easily removed by wiping the shaft with a clean cloth. Should an object somehow become caught between the nut and the shaft bearing end support, the drive simply slips until the operator can remove the obstruction. Slipping, as opposed to the churning and grinding associated with screw-based systems, prevents damage to the nut and other components in the linear motion system which, in turn, reduces downtime for repairs and enables more consistent production rates.
Designers of automated machinery requiring a linear motion component will find RS drive nuts meet requirements for a variety of indexing and reciprocating linear motion applications. When integrated with sensing devices such as a linear scale, RS drive nuts provide high accuracy, back-lash free linear motion in material handling machines, winding equipment, test and measurement devices, metrology machinery, packaging machines, and other converting and finishing equipment. Continue to read full article
An inconvenient truth - How NZ can take off to Paris with energy from wasteDr. Marc R. Stammbach, Hitachi Zosen Inova Australia2pm, 6th December 2016
Extracting valuable products from waste in a circular economy* is critical for communities to be sustainable.Grate based energy from waste maximises energy as well as material recovery from solid waste. Recovered materials include detoxified inert materials for use, aggregate, ferrous and aluminium, and now also copper, silver, palladium, and even gold. The high net energy production to electricity, process steam, district heating and cooling classifies them as recycling plants according to the European R1 criteria.The focus of this webinar will be:• Residuals materials fit for energy from waste• Flue gas treatment options• Recovery steam, heat and electricity (50% renewable)• Detoxifies waste to mostly renewable carbon dioxide, aggregate and metals• Chemically recycles – recovery of metals from flue gas treatment• Thermally recycles – urban mining of metals and aggregate from bottom ash• New projects delivered into the UK using best available technology• Importance of recycling of metals with increasing use of multi-composite materials• Energy from waste is environmentally sound and empowers the circular economy• Turns NZ’s CO2 emission from waste below zero and will achieve near “zero waste to landfill”Case studies from operational facilities with these features will be portrayed and their relevance in the New Zealand context discussed.
The Bioenergy Association invites anyone interested in utilizing waste to produce energy to attend this webinar.
Booking a Place at the Webinar
· Bookings: - Bookings are essential in order to connect to the GoToMeeting system. Please book your place at this event using This email address is being protected from spambots. You need JavaScript enabled to view it. Attendance at this webinar is FREE courtesy of EECA Business.
 Darren’s knowledge and expertise are a strong fit for SCNZ as the organisation moves forward. He has 28 years of sales and marketing, and business development experience, gained largely in the building and construction industry. He joins SCNZ from Fletcher Aluminium, a division of Fletcher Building, where he was for 16 years. Prior to that Darren held positions at BHP New Zealand Steel, Solid Energy, Marley NZ and Plyco Doors. He has also just ended his time on the board of industry organisation the Window Association NZ where he served for 12 years, seven as Chairman.
Darren’s knowledge and expertise are a strong fit for SCNZ as the organisation moves forward. He has 28 years of sales and marketing, and business development experience, gained largely in the building and construction industry. He joins SCNZ from Fletcher Aluminium, a division of Fletcher Building, where he was for 16 years. Prior to that Darren held positions at BHP New Zealand Steel, Solid Energy, Marley NZ and Plyco Doors. He has also just ended his time on the board of industry organisation the Window Association NZ where he served for 12 years, seven as Chairman.
Darren says: "I’m delighted to be joining such a progressive industry. In the last decade New Zealand’s structural steel sector has invested significantly in people, equipment and technology to boost capacity, quality and efficiency. It has proactively introduced Steel Fabricator Certification, an industry-led quality initiative to set itself apart from offshore suppliers.
"The present climate presents both challenges and opportunities. I’m looking forward to supporting the industry on the next phase of its journey as it continues to grow and develop."
Darren replaces Alistair Fussell, who is stepping down from the role after 11 years. Alistair plans to establish a structural engineering consultancy and will continue his association with SCNZ on a contract basis.
 Although Simpro has a global supply chain, our highest-volume products are still manufactured in Auckland, New Zealand. In a globalised world, it may seem incongruous to manufacture machinery in an isolated first-world nation whose largest exports are milk and tourism.
Although Simpro has a global supply chain, our highest-volume products are still manufactured in Auckland, New Zealand. In a globalised world, it may seem incongruous to manufacture machinery in an isolated first-world nation whose largest exports are milk and tourism.
But we’ve stayed in New Zealand for good reasons:
Of course, our customers always come first, and global supply chains play a key role for every manufacturing business today. But Simpro will always maintain a core capability in New Zealand – because in a genericised, mass-produced world, we believe it gives us an important competitive edge. You can link through to the Simpro website here
Mercer Group plans to buy Hastings-based Haden & Custance for $2.25 million as the unprofitable stainless steel fabricator transitions to a food processing and packaging business.
The Christchurch-based company entered into a conditional deal to buy H&C's shares, which will add a robotics system used to prepare bulk products such as cheese and butter for processing, and offices in Melbourne and Wisconsin, US, it said in a statement. The deal would be funded through a placement of new shares or debt.
Mercer is currently raising $7 million through an underwritten rights issue, though chief executive Richard Rookes says the acquisition would need new funding.
The company wants to reposition the steel business's focus to food processing and packaging technology, giving it exposure to higher-value export business.
"H&C fits very very well into that stated strategy," Rookes told BusinessDesk. Continue to full article

|
|