![]()
Founded by Max Farndale 1947 - 2018
![]()

In an article published on Newsroom this morningCatriona MacLennan challenges the Government's mantra that work lifts families out of poverty, arguing that the spread of labour hire work at the expense of permanent employment exacerbates the problem
Hard-won employment protections achieved over more than a century are being eroded by the emergence of labour hire companies in New Zealand, Australia, the United Kingdom, the United States and elsewhere.
These companies operate as intermediaries between workers and the organisations for which work is carried out. Examples are cleaning, airline catering and airport baggage safety officers.
Instead of being employed by the business for which they are working, workers are contracted to that company through labour hire and temping firms. The aim is to cut costs for businesses. Firms do not have to provide full-time or a regular number of work hours. Nor do they need to pay holiday pay, sick pay or superannuation contributions. Workers might be required to pay for their own equipment and safety boots, as well as ACC levies. And there is no obligation to promote staff and pay higher wages as employees become more senior.
However, for the workers, this means low wages, no job security and insecure hours of work – and hence income – from week to week.
Labour hire firms receive “sign on” bonuses of several thousand dollars from the business. The labour hire firm also charges the business an hourly rate for each worker which is significantly higher than the rates paid to workers – perhaps $3 above the minimum wage.
As a result, in New Zealand, people now work alongside each other doing exactly the same tasks, but under vastly different conditions. Employees have regular hours and ongoing work, while the labour hire workers have no security and are generally paid several dollars an hour less than their colleagues.
Many labour hire workers are migrants, who have little bargaining power and often are not aware of New Zealand employment law.
A legal challenge to labour hire work began in the Employment Court at Auckland on 14 August 2017.
The case is brought by E Tū union in the names of two workers. The defendant is LSG Sky Chefs New Zealand Ltd, which is owned by German airline Lufthansa and runs airline catering kitchens in Queenstown, Christchurch, Wellington and Auckland.
Two labour hire firms, Solutions Personnel Ltd and Blue Collar Ltd, are named as third parties in the case.
Approximately 200 temporary workers are contracted to LSG Sky Chefs through the third parties. Many are paid only the minimum wage and do not have security of employment.
The workers are seeking a declaration under section 6(5) of the Employment Relations Act 2000 that they are in fact employees of LSG Sky Chefs. They claim that, although they signed a contract with Solutions Personnel which was expressed to be a contract for services, they were in fact employed by LSG Sky Chefs.
The hearing is expected to finish on August 18.
Many parents work two or three jobs to try and support their families but the minimum wage of $15.75 an hour is simply not enough to live on. The spread of labour hire work at the expense of permanent employment is exacerbating this precarious existence for some families.
There are also attempts in other countries to deal with the erosion of pay and other workers’ rights linked to the use of labour hire companies.
These have been prompted by alarm at the spread of labour hire. In 2012, there were estimated to be 36 million temporary workers worldwide, with 11.5 million of them employed daily as agency workers. The United States had 11.5 million agency workers, while Europe had 8.2 million and Brazil 7.1 million.
The European Union in 2008 issued Directive 2008/104/EC on temporary agency work. This was designed to provide protection to agency workers: it states that the basic work and employment conditions of agency workers should be at least those of employees.
However, the way in which courts in different European Union nations have interpreted the directive has largely undermined its effectiveness. Instead of focusing on its purpose, courts have concentrated on the word “temporary” and held that the directive applies only to short-term work.
One example of this is a court case in the United Kingdom in 2013, which aimed to provide rights to agency cleaners who had worked for a firm for between six and 25 years without ever obtaining the security of permanent employment.
The court held that regulations made under the European Union directive applied only to workers placed for a fixed period with a firm. If they were there indefinitely, they did not come within the ambit of the law.
One lawyer described the decision as driving a “coach and horses” through the protection intended to be given to agency workers.
In Canada’s Ontario, there was a 33 percent increase in temporary workers in the decade to 2014. That growth was double the rise in the number of permanent employees in that time and the wages of the temporary workers were significantly lower. In 2015, the median wage of a temporary worker in Toronto was C$15 an hour, while permanent employees were paid $22.40.
Ontario passed the Stronger Workplaces for a Stronger Economy Act 2014, aiming to provide legal protection to agency workers. Earlier this year, Bradford City Council voted to end its use of temporary staffing agencies, with councillors blaming the businesses for trapping workers in a cycle of poverty and insecurity.
In South Africa, labour hire is known as “labour broking” and has caused concern for many years.
A law which took effect in 2015 aimed to curb temporary employment services and give additional protections to vulnerable workers. It has been challenged by labour brokers.
New Zealand has seen a fall in real wages in recent decades and increasing insecurity of employment for workers.
Despite a growing economy, real average private sector wages in this country dropped by 0.5 percent in the 12 months to June 2017.
The Government’s mantra is that work lifts families out of poverty.
Sadly, that is no longer the case in New Zealand. Many parents work two or three jobs to try and support their families but the minimum wage of $15.75 an hour is simply not enough to live on.
The spread of labour hire work at the expense of permanent employment is exacerbating this precarious existence for some families.
The test case brought by E Tū will demonstrate how much protection current laws can provide to agency workers, or whether law reform is needed.
* Catriona MacLennan is a barrister and journalist and carried out research for the plaintiffs in this case.
| A Newsroom release || August 17, 2017 |||

It appears Japanese factories, companies are looking beyond the IOT and or IOE; aiming to connect a variety of assets, e.g., machines, data, technologies, people, and organizations, as well as the existing industries and digital technologies, thereby bringing about the creation of new added value and the solutions to societal problems, bringing “Connected Industries” to fruition.
Industrial sensors,data and communications are becoming the core topic among factories, companies that foresee themselves in advanced industrial automation. IOT, smart solutions are at surge for individual customer; where as for factories it seems the challenges are more especially getting the machines to communicate in safer environment.
No wonder Japan introduced “Just in time Manufacturing” , Kaizen ,TQM, TQC concepts in the past; In response to fierce international competition resulting from increased globalization, as well as labor shortages and a reduced number of skilled workers due to falling birthrates and aging populations, the companies in Japan have come up with new concept called as “Flexible Factory Partner Alliance” .
The formation of this alliance or this concept is pretty simple and straightforward, utilizing advanced automation technologies of ICT in manufacturing to improve productivity and to tackle to seamless communications among machines, factories , plants in an secured wireless network.
Japanese companies always stressed upon ‘visualization’ in production equipment and production status is the stepping stone to moving forward for improving productivity, and as product development cycles have shortened in recent years, there has been a demand for greater flexibility in the configuration of production facilities equipment and in modifying the production line construction. As a means of achieving greater flexibility, there are rising expectations for wireless communications among machines, different plants and factories.
A major issue in wireless communications in factories where various wireless systems coexist is communication instability due to interference between wireless systems and the impact that has on equipment operation. There had previously been few efforts, however, to resolve this sort of wireless communication issues in manufacturing facilities; To find solutions Alliance of 7 companies in Japan have been formed .
OMRON, ATR, Sanritz, NICT, NEC, Fujitsu, and Murata Machinery have been conducting trials of wireless communications and evaluating the wireless environment in factories. These companies and organizations have at academic conferences and other venues broadly proposed coordination control technology that would enable stability in communications. This would work by controlling independent wireless systems for each piece of equipment, with specific use cases in actual manufacturing facilities.
These companies have come together to form the Flexible Factory Partner Alliance to promote the formulation of standards for coordination control technology. This will thereby ensure stable communications in an environment where various wireless systems coexist, as well as promote their use and further accelerate the adoption of wireless systems in manufacturing facilities.
Through the initiatives of this alliance, the partners will work to meet expectations for a new industrial revolution 4.0; 5.0; accompanying the spread of the use of IoT in manufacturing facilities. Sensors, Data and Communication in safer Wireless communications in manufacturing factories that are expected to accelerate wireless-connected devices to increase productivity, and disseminate the standards.
Few companies were working on trial specifications; last month the first set of 7 companies announced the first alliance . OMRON Corporation, Advanced Telecommunications Research Institute International (ATR), Sanritz Automation Co., Ltd., National Institute of Information and Communications Technology (NICT), NEC Corporation, Fujitsu Limited, and Murata Machinery, Ltd., while Professor Andreas Dengel of the German Research Center for Artificial Intelligence (DFKI)) is appointed as Chairperson.
Experts say "Based on the traditional concepts safe manufacturing concepts; Japanese companies aims at IoE (Internet of Everything)" that connects people as well as machines and things; smart factory is one main part where people /humans take leading role.The use and communication of on-site data, ideas of people seamlessly are important.The data utilization evolves and impacts equipment and factory facilities, Many companies are working towards a thorough process Specifically, Connecting objects (connecting), Connect information (visualize), Improve (Collect and analyze information, create value) and Expanding the scope (sharing data).
Although the Implementation and utilization of IoT in many Japanese factories has been existing for many years now ; or being started, it is merely an extension of the traditional Kaizen effort for the purpose of "productivity improvement" to the last step of product manufacturing.
Few of the Japanese factories feel that to understand the magnitude of change that can be brought by connecting machines, factories and various things in manufacturing plant and to understand the ROI for the given product , line and market these things can not be taken only at the manufacturing site.
While Private companies are working at group factories alliances program; Recently, Japan Ministry for Economy, Trade and Industry [METI] proposed a Policy Concept Titled “Connected Industries” as a Goal that Japanese Industries Should Aim for an ideal approach that Japanese industries should strive for.
As one of the efforts for promoting the Connected Industries policy concept, a goal to create value through connecting a variety of industries,last month the Ministry of Economy, Trade and Industry (METI) held the first symposium for this policy concept, bringing together approximately 600 stakeholders.
It appears Japanese factories, companies are looking beyond the IOT and or IOE; aiming to connect a variety of assets, e.g., machines, data, technologies, people, and organizations, as well as the existing industries and digital technologies, thereby bringing about the creation of new added value and the solutions to societal problems, bringing “Connected Industries” to fruition. To this end, the Japanese government is advancing a wide variety of policy initiatives in cooperation with private sector parties.
| A Manufacturing Tomorrow release || August 16, 2017 |||

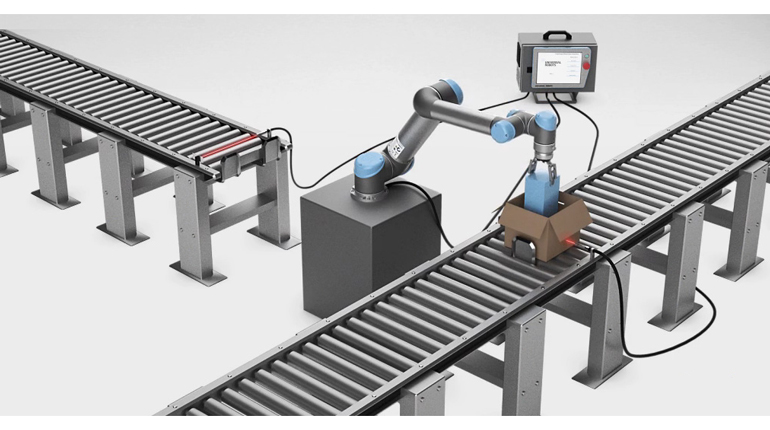
As the world of robotic automation continues to grow, so too will the number of automation jobs. This article written by Carlos Gonzalez and published in The New Development Digest NED is from a North American perspective but is relevant beyound those shores.
In 2015, a poll of 200 senior corporate executives conducted by the National Robotics Education Foundation identified robotics as a major source of jobs for the United States. Indeed, some 81% of respondents agreed that robotics was the top area of job growth for the nation. Not that this should come as a surprise: as the demand for smart factories and automation increases, so does the need for robots.
According to Nearshore Americas, smart factories are expected to add $500 billion to the global economy in 2017. In a survey conducted by technology consulting firm Capgemini, more than half of the respondents claimed to have invested $100 million or more into smart factory initiatives over the last five years. The study concludes that at least 21% of manufacturing plants will become smart factories by 2022. This is especially true in areas of labor shortage like the U.S. and Western Europe.

The Kuka Official Robotics Education (KORE) certificate program offers professionals and students the opportunity not only to become certified in operating Kuka robots, but also to learn robotic engineering principles.
All of this will result in the addition of more robots to manufacturing sites. Over the past seven years, the U.S. Bureau of Labor Statistics (BLS) reports that companies added 136,748 robots to factory floors. But while the conclusion of many is to assume that jobs are disappearing due to automation, the opposite is proving true. The BLS also determined that while robots were being added to factories, 894,000 new manufacturing jobs were also created as a result of automation. According to the book What to Do When Machines Do Everything by Malcom Frank, Paul Roehrig, and Ben Pring, 19 million jobs will be lost due to automation over the next 10 to 15 years—but 19 million new jobs will be created due to automation.
In other words, the job market for robotic engineers is at a prime. For the engineer either in school or already working, there are numerous resources available for educating yourself in the world of robotics. Take advantage of them, and crest the next wave of jobs in automation.
 The lack of robot education in high schools and universities is creating a large gap of skilled laborers for the future of automation. FANUC CERT program brings robot certification to all levels of education, including high schools, colleges, and vocational schools.
The lack of robot education in high schools and universities is creating a large gap of skilled laborers for the future of automation. FANUC CERT program brings robot certification to all levels of education, including high schools, colleges, and vocational schools.
The Robotic Job Potential
In April of this year, the Association for Advancing Automation (A3) published a white paper concluding that 80% of manufacturers report a labor shortage of skilled applications for production positions. This may result in the U.S. losing a staggering 11% of annual earnings. However, the addition of new automation technologies allows companies to increase productivity and create higher quality products. This allows them to grow their business and add jobs.
The distinction that has to be made is that while robots will automate tasks, they will not automate complete jobs. In the white paper from A3, it was noted that robots have been increasing labor productivity at the same rate as the steam engine: 0.35% annually. Amazon is a key example of how robots add jobs. In 2012, the online shopping giant acquired Kiva Systems, which became Amazon Robotics. By 2014, Amazon Robotics employed 45,000 full-time employees. Three years later, that number had doubled to 90,000, and the company is striving to break the 100,000 mark.
Machine Design recent reported that Amazon has launched 30,000 robots into service in conjunction with 230,000 employees across its fulfillment centers. The Kiva robots have led to higher efficiencies that have resulted in increased growth. Another example of growth due to automation and robotics is in the automotive industry. General Motors grew U.S. jobs from 80,000 to 105,000 from 2012 to 2016. This increase in jobs coincided with the addition of approximately 10,000 robot applications in GM plants.
The robotic engineer job market will grow between now and 2024. The BLS reports that robotics engineers, as part of the mechanical engineering field, will increase by 5% by 2024. The median annual wage for robotic engineers was $83,590 in 2015. If the rate of machines being added to factories remains consistent, then the number of skilled technicians needed to program, operate, and maintain those robots will also increase.
 The Universal Robots Academy teaches you how to set up and program its collaborative robots online in six module training courses.
The Universal Robots Academy teaches you how to set up and program its collaborative robots online in six module training courses.
For Engineering Robotic Students
For the young engineering student looking to enter robotics, there are key areas of study that one should focus on to obtain the appropriate education. Robotics is truly an interdisciplinary career which combines several fields of engineering, including mechanical engineering, computer programming, and electrical engineering. According to Robotiq, a manufacturer of end effectors for collaborative robots (cobots), the core subjects for those at the high school level are mathematics and physics. These core areas of study make up the foundation of many robotic courses. If the student has the opportunity at the high school level, they should also take courses computing, programming, design, and extracurricular engineering electives like machine shop and manufacturing classes.
At the university level, many educational institutions offer a robotics major as its own independent field of study. However, since the field of robotics is one under constant change, many professionals reach the robotic industry through different avenues. In the Robotiq guidelines, it is possible to break down the robotic field into three key areas:
According to GradSchoolHub.com, the top 10 universities with grad school programs in robotics are as follows:
NASA has a list of robotics programs at universities across the U.S.
Robotic education in STEM is growing. In 2015, the government offered in $100 million in federal grants to support the growing workforce. The plan was to offer schools with the resources to introduce robotic education into the classroom, as well as to provide training and certification for those looking to enter the field.
| Originally published on NED || August 11, 2017 |||

The Government has today outlined new measures to promote a more competitive economy, Commerce and Consumer Affairs Minister Jacqui Dean says.
“Competition is one of the key drivers of economic success which is why the Government is focused on creating a competitive economy which delivers results and choice for New Zealanders,” Ms Dean says.
“The Business Growth Agenda Paper, Promoting Competition, which I am releasing today sets out what actions we’re taking to lift competition for the benefit of New Zealand’s consumers.”
The Government has agreed on three broad areas of focus:
“New Zealand’s competition law and our Commerce Commission are important contributors to domestic competition, and are well regarded internationally and we are continuing to build on that.
“Other recent measures include passing the Commerce (Cartels and Other Matters) Amendment Bill last week which deters anticompetitive cartel behaviour.
“And following a review of the Commerce Act, the Government is progressing legislation to allow the Commerce Commission to undertake market studies to ensure markets are operating effectively,” Ms Dean says.
Read Promoting Competition here: http://www.mbie.govt.nz/info-services/business/business-growth-agenda/pdf-and-image-library/2017-documents/promoting-competition.pdf
| A Beehive release || August 15, 2017 |||

US-based packaging and equipment solutions provider Volm Companies has opened its new 90000ft² distribution facility in Pasco, Washington.
The new distribution center is situated at 5702 Industrial Way in Pasco, which is close to the old location.
The facility will enable the business growth by providing warehouse space for inventory, LENO manufacturing equipment, equipment and parts area and increased office space.
Volm Companies president and CEO Daniel Mueller said: “We came to the Tri-Cities area in 2007 through an acquisition, and since then we’ve been so impressed by how welcoming the area has been.
"It’s inspiring to us as a company and pushes us, and without you, we wouldn’t have been able to have dedicated ourselves to this area like we are today. We also want to thank the City, giving us a lot of help throughout this process and MH Construction because this is a pretty impressive building and they have done a quality job the whole way through.”
Volm Companies specializes in food packaging, packaging equipment, custom packaging, technical mesh and erosion control.
Established in 1954 and having a workforce of over 500 people, the company offers complete expert packaging consulting services, that include package design, graphic development and full line equipment integration.
Volm Companies partnered with New Zealand-based Wyma Solutions in May 2017 to generate turn-key solutions, which will leverage the global experience of both the firms.
In November 2016, Volm Companies collaborated with weighing and packing machines manufacturer Manter International to provide innovative solutions.
| A PackagingBR release || August 16, 2017 |||

MONTREAL — WSP Global is moving to expand its engineering consulting business Down Under in a deal to acquire Opus International Consultants Ltd. valued at $280.5 million including debt.
OIC brings with it 3,000 people worldwide including 1,800 in New Zealand where WSP has had a small presence as well as expertise in water-related infrastructure, transportation and asset management.
WSP spokeswoman Isabelle Adjahi said the deal, which has the support of OIC's majority shareholder, also brings potential to win bids in New Zealand.
"If you look at the market in New Zealand, it's booming in terms of infrastructure," Adjahi said in an interview Monday.
WSP is offering to pay NZ$1.78 per share and a dividend of seven N.Z. cents per share to Opus shareholders. UEM Edgenta, which owns 61.2 per cent of the shares in OIC, has agreed to support the deal.
It will be WSP's largest acquisition since Alexandre L'Heureux moved up to chief executive of WSP Global (TSX:WSP).
The transaction will move WSP Global a step closer to its goal of having a workforce of 45,000 and C$6 billion of annual net revenues by the end of 2018.
WSP Global entered Australia and New Zealand in a modest way with the 2014 purchase of Parsons Brinckerhoff, a 13,500-employee global consulting firm, for US$1.35 billion cash.
Industry analysts said the transaction makes sense and demonstrates WSP is on the path toward reaching its strategic objectives.
Maxim Sytchev of Dundee Capital Markets said the offer leverages WSP's operations in core markets and takes advantage of Opus' reducing share price despite improved operating results.
"WSP is opportunistically acquiring a good quality company that has hit serious speed bumps recently," Frederic Bastien of Raymond James added in a report.
| A BCLocal release || August 14, 2017 |||

McConnell Dowell has been awarded the contract for Te Mato Vai Stage 2 which includes the design and construction of 10 water intake upgrades.
Awarding of the contract marks a milestone in the progress of the Te Mato Vai project and comes after consent was granted from landowners of all 10 intakes to undertake surveys to provide information for detailed designs.
The scope of Te Mato Vai Stage 2 involves the upgrade of water inlets, construction of treatment facilities, additional storage capacity as well as the replacement of trunk mains and some improvements to access roads.
As part of their design-build contract, the McConnell Dowell team will undertake preliminary surveys, geotechnical investigation, develop detailed designs and do construction.
They will also operate the system with the Cook Islands Government for 12 months at completion of construction as part of a training and capacity building exercise, as well as ensuring the supply meets performance requirements.
McConnell Dowell worked on the Avatiu Port development project for the Cook Islands government and Ports Authority, completed in 2013.
A spokesman for the project said the company’s existing relationships with local resources and the people of Rarotonga would be valuable in the successful implementation of the Te Mato Vai Stage 2 works.
They are relationships that Finance minister Mark Brown says will see the government’s capital investment flow back into the local community and workforce.
A core team from McConnell Dowell will be based in Rarotonga to oversee the Stage 2 works, which will be carried out mostly by local contractors and workers.
GHD New Zealand is the engineer to the contract, and will have a full time presence in Rarotonga for the full duration of construction.
The company is responsible for managing and monitoring the works with regards to performance and compliance to all relevant regulations and quality standards, on behalf of the Cook Islands Government.
Brown acknowledges the lengthy and complex tender process undertaken between GHD New Zealand, the Ministry of Finance and Economic Management, the Crown Law Office and the New Zealand Ministry of Foreign Affairs and Trade, before McConnell Dowell was identified as preferred tenderer on May 23.
Since that time, a final scope has been negotiated for a contract price acceptable to the Cook Islands government.
The contract is worth $34.6 million, and is the outcome of a well prepared construction plan with a scope of work that maximises value for money and will deliver a safe and reliable water supply to the people of Rarotonga.
During discussions, much consideration was given to ensuring that guarantees and warranties for the treatment facilities are in place and that the system can be managed and operated with minimal maintenance.
This negotiation phase also reduced the contract price by $4.6 million without any detrimental effect on the project outcomes.
The spokesman said the tender process had established a productive relationship between the Cook Islands Government, GHD New Zealand, and McConnell Dowell.
The contract is expected to be signed in the next few weeks with preliminary surveys starting shortly afterwards.
A new phase of landowner meetings will be undertaken over coming months, to discuss survey findings, develop the detailed designs and obtain landowners’ consent to proceed with construction.
“Government will continue to work very closely with landowners not only throughout the project but also far into the future as part of the upkeep of this national investment,” says Brown.
According to the project programme the detailed designs will be complete before the end of 2017, with the physical works scheduled to start in 2018. The work will take around two and a half years to complete.
The 10 intakes are to be upgraded are Avana, Avatiu, Matavera, Ngatoe, Papua, Taipara, Takuvaine, Totokoitu, Tupapa and Turangi.
| A Cook Islands News release || August 14, 2017 |||

Romeo RIM is an injection molding leader,the second word of their name is acronym for reaction injection molding but what sets it apart is its daring innovation.
This is the inside look at how the company shook up its core production process and is now prepared to reap the benefits.
Continue to read the full article here on Industry Week || August 10, 2017 |||

Palace of the Alhambra, Spain
By: Charles Nathaniel Worsley (1862-1923)
From the collection of Sir Heaton Rhodes
Oil on canvas - 118cm x 162cm
Valued $12,000 - $18,000
Offers invited over $9,000
Contact: Henry Newrick – (+64 ) 27 471 2242

Mount Egmont with Lake
By: John Philemon Backhouse (1845-1908)
Oil on Sea Shell - 13cm x 14cm
Valued $2,000-$3,000
Offers invited over $1,500
Contact: Henry Newrick – (+64 ) 27 471 2242

|
|

